



















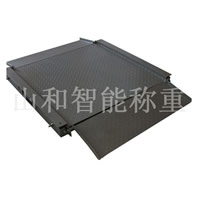
































1-3吨地磅的工艺
2015-03-10
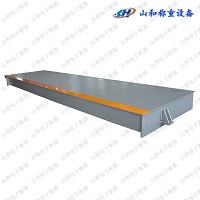
1吨地磅主要工艺流程:
1.1吨地磅压槽,槽型倒角圆润,无90度硬性直角,更接进三角结构。
2.U型梁采用不小于6mm钢板冷轧;面板为Q235国际板。
3.机械加车间,加工设备齐全,配件自行生产,定做特种结构。
4.1吨地磅自动焊接机满焊,焊接过程中将U型梁内部氧气消耗殆尽,使用部形惰性环境,从而避免内部腐蚀。
5.板材中缝焊接采用轨道埋弧焊,坡国焊一次成型,无气泡坚固美观。
6.零件焊接采用CO2保护焊接,全满焊。无点焊虚焊。保证连接件强度,长期使用无疲劳变形。
7.喷砂机喷吵去除氧化层,保证油漆附着力。
8.2吨地磅秤台面漆两遍喷漆风干,可选喷漆,油漆不褪色,附着力强。连接件全部采用镀锌处理。
9.秤体底面与表面工艺一致,喷砂除锈,水性防锈,水性防锈底漆,面漆两遍。结构上有防鼠咬设计。
10.3吨地磅秤台连接采用半月板结构搭接,物理原理自动锁扣、调正。传感器上连接件(压板、球碗)与秤体牢固焊接。
11.传感 器位置合理,搭接处传感器置中。消除扛杆效应,保证偏载情况下传感器均匀受力。
12.出厂检验时,对秤体集中载荷进行超载测试,保证每增加称量50t秤体角度形小于1mm回弹率100%,连续满称量辗压5万小时,秤体无疲劳性变形。国际二级砝码200t可以同时应对厂内标定及现场检验、维修。
13.模块化结构,现场安安装简单快速,安装后即可使用。各地计量部门检定一通过率100%。
1.1吨地磅压槽,槽型倒角圆润,无90度硬性直角,更接进三角结构。
2.U型梁采用不小于6mm钢板冷轧;面板为Q235国际板。
3.机械加车间,加工设备齐全,配件自行生产,定做特种结构。
4.1吨地磅自动焊接机满焊,焊接过程中将U型梁内部氧气消耗殆尽,使用部形惰性环境,从而避免内部腐蚀。
5.板材中缝焊接采用轨道埋弧焊,坡国焊一次成型,无气泡坚固美观。
6.零件焊接采用CO2保护焊接,全满焊。无点焊虚焊。保证连接件强度,长期使用无疲劳变形。
7.喷砂机喷吵去除氧化层,保证油漆附着力。
8.2吨地磅秤台面漆两遍喷漆风干,可选喷漆,油漆不褪色,附着力强。连接件全部采用镀锌处理。
9.秤体底面与表面工艺一致,喷砂除锈,水性防锈,水性防锈底漆,面漆两遍。结构上有防鼠咬设计。
10.3吨地磅秤台连接采用半月板结构搭接,物理原理自动锁扣、调正。传感器上连接件(压板、球碗)与秤体牢固焊接。
11.传感 器位置合理,搭接处传感器置中。消除扛杆效应,保证偏载情况下传感器均匀受力。
12.出厂检验时,对秤体集中载荷进行超载测试,保证每增加称量50t秤体角度形小于1mm回弹率100%,连续满称量辗压5万小时,秤体无疲劳性变形。国际二级砝码200t可以同时应对厂内标定及现场检验、维修。
13.模块化结构,现场安安装简单快速,安装后即可使用。各地计量部门检定一通过率100%。
相关文章
- 2026-03-16广东山和智能称重系统有限公司公司简介
- 2026-03-07广东山和地磅联系方式
- 2026-03-05联系我们
- 2025-07-12诚聘地磅安装技术员
- 2022-04-03联系我们
- 2022-03-14联系我们
- 2021-07-19联系我们
- 2018-06-2380吨地磅价格_装台80吨地磅价格多少钱?80吨地磅厂家直销
